
关于沈飞粉体实验型气流磨(气流粉碎机)的分级轮间隙调节的说明
 他山石
他山石关于实验型沈飞粉体气流磨(气流粉碎机)的分级轮间隙调节的说明
一、现场问题分析:
在低转速(105Hz)时,过筛后发现筛上物中存在颗粒,此颗粒出现的原因可能是由于分级轮与反冲气套之间的间隙过大,使得颗粒从间隙进入旋风。目前成品粒度稍细,还需降低转速才能做出合格的产品。为了不使颗粒通过间隙进到成品里影响产品质量,建议将间隙调整到0.3±0.05mm。(主要是保证内部间隙)
二、调整指导方案:
1.外间隙测量方法:
显示位置为外间隙,可用塞尺测得实际间隙值。

塞尺图片如下:

2.内间隙测量方法:
内间隙是需要间接测量得到的。所需工具为深度游标卡尺。图片如下:

计算公式:
内部间隙D=D’+d-d’
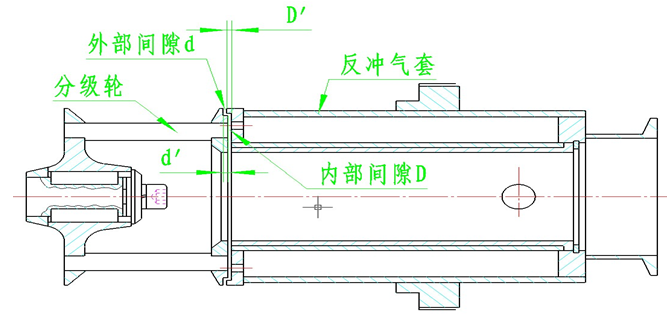
具体测量方法如下:
1用塞尺测量测出外部间隙d值;
2用深度游标卡尺测得D’和d’值;
3将测得的数值代入公式即可得到内部间隙D值。
3、分级轮拆装及间隙调整方法
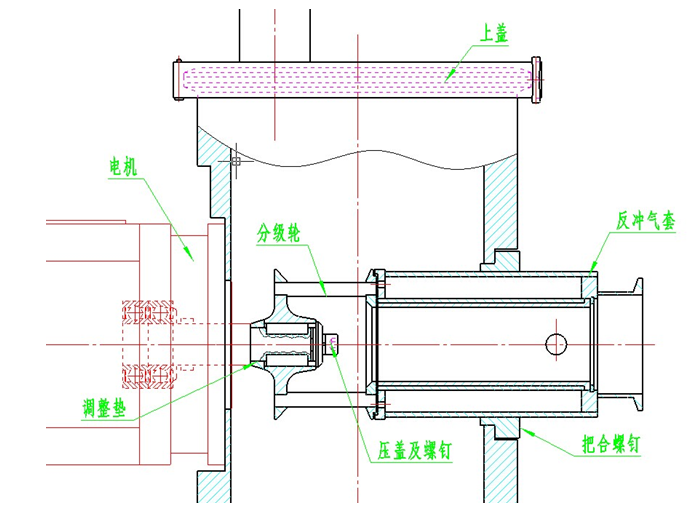
拆开步骤:1拆开上盖;2拆开把合螺钉,取下反冲气套;3拆开压盖及螺钉,取下分级轮。
通过增加或减少调整垫的厚度来调整内部间隙数值,使其达到0.3±0.05mm的标准。
安装步骤:1配好调整垫,装上分级轮,压盖及螺钉把合牢固;2安装反冲气套,把合螺钉把合牢固;3测量外部间隙并通过公式计算出内部间隙数值做好记录;4空机运转分级轮1小时,查看间隙有无变化。间隙仍在许用范围内方可带料试机。
三、现场样品激光粒度仪(丹东百特)测试结果:
分级频率110赫兹研磨压力0.2MPa时
D50=7.62微米, D97=33.64微米
分级频率110赫兹研磨压力0.6MPa时
D50=4.48微米, D97=21.88微米
四、沈飞粉体其他型号的气流粉碎机分级轮间隙测量及调整方法相同。
更多气流粉碎机信息,了解如何选型,在线评估价格,获得方案,请点击如下图片:


分级轮间隙一般0.3±0.05mm。根据生产粉体比重及细度不同,分级轮间隙及间隙的密封压力会有所调整。